In pipe welding, quality assurance is not a final inspection step. It is a complete process that begins before the first joint is made and continues until the pipeline is handed over for service. Whether the project involves water supply, gas distribution, mining, or industrial piping, the strength of every weld affects the safety, efficiency, and long-term performance of the entire system. That is why the best pipe welding quality assurance methods combine material control, qualified procedures, accurate machine settings, and strict inspection at every stage.
For modern pipeline projects, especially those using HDPE and thermoplastic materials, the welding process must be stable, repeatable, and fully traceable. Even small deviations in temperature, pressure, or alignment can create weak joints that may fail under stress. This is why professional contractors and distributors increasingly rely on systematic quality assurance programs and reliable equipment such as a butt fusion machine to maintain consistent results across different project conditions.
1. Start with a Clear Welding Procedure
The foundation of quality assurance is a documented welding procedure. A procedure defines how each weld should be prepared, fused, cooled, and inspected. It should include pipe size, material type, temperature range, heating plate dwell time, fusion pressure, cooling time, and environmental limits. Without these parameters, welding quality can vary from operator to operator.
A strong procedure creates consistency. It helps teams avoid guesswork and makes it easier to train new operators. It also provides a reference point when a weld needs to be reviewed or when a problem occurs on site. In large projects, procedure control is one of the simplest but most effective ways to prevent quality loss.
Key point: A welding procedure should never be treated as a formality. It is the standard that keeps the entire job consistent, measurable, and auditable.
2. Verify Material Quality Before Welding
Pipe welding quality begins with the pipe itself. Before any joint is formed, the material should be checked for dimensions, cleanliness, storage condition, and compliance with project requirements. Pipes and fittings must be free from damage, contamination, ovality, and deformation. If the base material is flawed, even the best welding method cannot produce a reliable joint.
Quality assurance teams should also confirm that the pipe grade matches the project specification. In HDPE fusion projects, compatibility between pipe and fitting is essential. If components come from different sources, they should be reviewed carefully for dimensional and material consistency. Proper material inspection reduces rework and helps avoid hidden failures after installation.
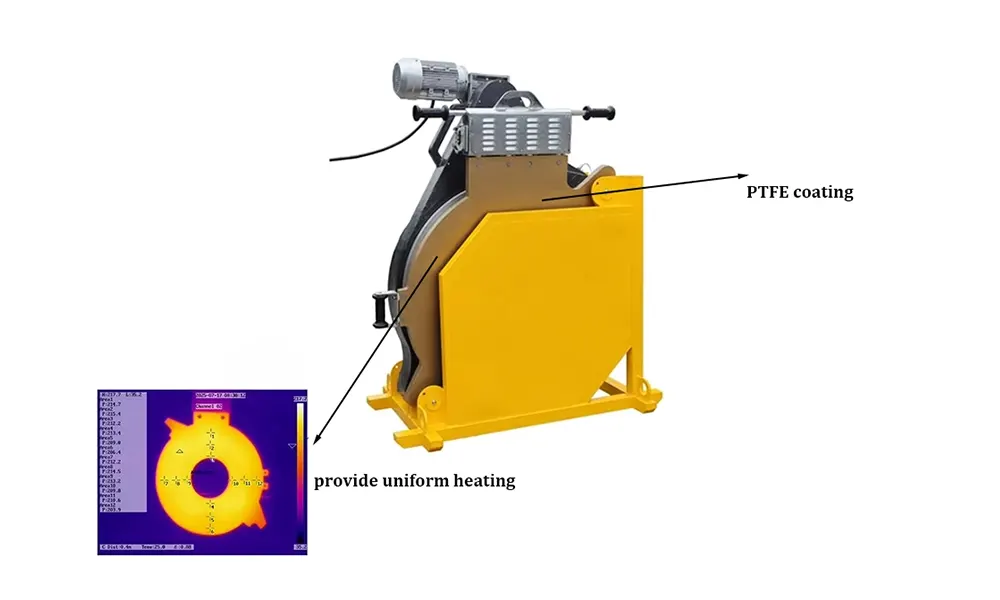
3. Use Calibrated and Well-Maintained Equipment
Reliable welding results depend heavily on the machine. A machine that produces unstable pressure or uneven heating can compromise the entire fusion process. For that reason, one of the most important QA methods is regular equipment calibration and maintenance. Hydraulic systems should be checked for stability, temperature systems should be tested for accuracy, and clamps should be aligned precisely before operation.
Professional manufacturers such as JQ-Fusion emphasize testing and control because real-world projects demand repeatable performance. Their production approach reflects the importance of stable machine output, especially for demanding pipeline environments where quality cannot be left to chance.
- Temperature accuracy must be checked regularly to ensure proper fusion heat.
- Hydraulic pressure stability helps create uniform joint formation.
- Clamp alignment prevents joint mismatch and stress concentration.
When equipment is inspected and maintained properly, the welding team gains more control over the process and can produce consistent joints over long production runs.
4. Train Operators and Certify Their Skills
Even the most advanced machine cannot replace a skilled operator. Human performance remains a major factor in welding quality assurance. Operators must understand joint preparation, heating time, pressure application, bead formation, cooling behavior, and the signs of an acceptable weld. Training should cover both theory and practical operation.
Certification is equally important. A qualified operator should be able to follow procedures accurately under different site conditions. In professional projects, repeated skill checks help ensure that operators do not drift away from approved standards. This is especially valuable in large-scale infrastructure work, where multiple teams may be working simultaneously.
Best practice: Pair formal training with on-site supervision. This reduces mistakes and builds a stronger culture of quality awareness.
5. Control Environmental Conditions
Environment can affect weld quality more than many teams expect. Wind, moisture, dust, and extreme temperature may all influence the fusion process. For example, contamination on the pipe surface can interfere with the bond, while low temperatures can change heating and cooling behavior.
Quality assurance should include environmental checks before welding begins. The area should be prepared to minimize contamination, and the crew should know when conditions are outside acceptable limits. If necessary, temporary shelters or wind protection should be used. A controlled work area improves consistency and reduces the chance of hidden defects.
In field projects, disciplined preparation is often the difference between a successful weld and a costly repair. Environmental control may seem simple, but it is one of the most practical QA tools available.
6. Monitor Every Critical Welding Parameter
Pipe welding quality assurance depends on measurable control. The most important parameters include surface preparation, heating plate temperature, fusion pressure, joint alignment, heat soak time, and cooling duration. If any one of these variables is outside the target range, the final weld may be compromised.
Many modern welding systems provide digital monitoring, which makes quality tracking easier. This is especially useful when teams need to document compliance for clients, inspectors, or certification bodies. In projects that require traceability, recorded parameter data becomes a valuable part of the quality file.
Important: Do not depend on operator memory alone. Logged data gives the project a verifiable record of how each weld was produced.
7. Apply Visual Inspection Immediately After Welding
Visual inspection is one of the fastest and most valuable QA methods. After cooling, the weld should be checked for bead symmetry, alignment, surface uniformity, contamination, and signs of improper fusion. Visual inspection will not reveal every internal defect, but it can quickly identify obvious problems that require further review.
Inspectors should know what a normal weld looks like for the pipe size and material in use. They should also follow acceptance criteria consistently. If the bead is uneven, the joint may need to be rejected or tested further. Immediate inspection saves time because issues can be addressed before the pipeline advances to the next stage.
For a global contractor, a disciplined visual inspection routine also improves communication between the welding crew and quality team. Everyone understands the same acceptance standard, which reduces disagreement and delays.
8. Use Non-Destructive Testing Where Needed
For critical pipelines, visual inspection alone is not enough. Non-destructive testing, or NDT, can provide deeper assurance without damaging the pipe. Common methods may include ultrasonic testing, radiographic testing, pressure testing, or other project-specific evaluation techniques. The choice depends on the pipeline type, service conditions, and client requirements.
NDT is especially important when the weld will operate under high pressure, in difficult terrain, or in safety-sensitive applications. It helps detect hidden defects such as voids, incomplete fusion, or irregular bonding that are not visible from the outside. When used correctly, NDT strengthens confidence in the finished line and reduces future maintenance risk.
Tip: Reserve advanced testing for high-risk joints, but use it strategically. Testing every critical section adds strong protection to the project without slowing the entire workflow.
9. Maintain Traceability and Documentation
Documentation is often overlooked, but it is one of the strongest QA methods available. Every weld should be traceable to a specific operator, machine, procedure, material batch, and inspection result. When this information is recorded properly, project managers can quickly find patterns, identify issues, and prove compliance.
A complete quality record may include procedure sheets, machine calibration logs, operator qualifications, inspection reports, and test results. This paperwork is not just for audits. It also supports better decision-making during the project and creates a reliable handover package for the client.
For contractors working across multiple regions, traceability also helps standardize operations. Whether the job is in a water supply network or a large industrial facility, clear records make quality easier to manage.
10. Build Quality into Procurement and Supplier Selection
Quality assurance does not begin on the welding day. It begins when the equipment and materials are selected. Choosing a supplier with proven technical support, stable production capability, and strong quality control makes the entire project safer. This is why many buyers prefer manufacturers that offer strict testing, customization, and dependable service support.
JQ-Fusion, for example, positions itself around advanced manufacturing, strict quality control, OEM and ODM flexibility, and global support. Those capabilities matter because pipeline projects often need tailored solutions. A supplier that can support different pipe diameters, voltage requirements, and project configurations helps reduce risk from the very beginning.
In long-term procurement strategy, supplier quality becomes part of QA. Good equipment makes it easier to achieve good welds.
11. Create a Feedback Loop for Continuous Improvement
The best pipe welding quality assurance methods do not stop at inspection. They include continuous improvement. Teams should review defects, analyze root causes, and update procedures when necessary. If the same issue appears repeatedly, the problem may come from machine setup, operator behavior, material inconsistency, or environmental exposure.
A feedback loop helps the team learn from real project data. Over time, this leads to fewer failures, faster execution, and better cost control. It also strengthens the organization’s reputation because clients can see that quality is being managed proactively rather than reactively.
In modern pipeline work, quality is not just about rejecting bad welds. It is about building a system that naturally produces better welds over time.
Why These Methods Matter in Real Projects
Pipe welding is often part of critical infrastructure. A weak weld can lead to leaks, pressure loss, service interruption, or serious safety issues. In some industries, the consequences can be even greater. That is why quality assurance should be treated as a project-wide discipline, not a single inspection event.
When teams combine proper procedures, material checks, calibrated machines, trained operators, environmental control, inspection, testing, and traceability, they build a much stronger defense against defects. This approach is particularly important for companies that work across diverse applications and need consistent performance in different markets.
Manufacturers with strong product lines, such as hydraulic, automatic, and electrofusion systems, support this objective by giving contractors the tools needed for stable results. A well-designed welding system does not replace QA, but it makes QA far easier to implement effectively.
Takeaway: Quality assurance works best when people, procedures, machines, and records all support the same standard.
Common Questions About Pipe Welding Quality Assurance
Q1: What is the most important QA method in pipe welding?
The most important method is a combination of procedure control and parameter monitoring. If the process is standardized and the key variables are kept within specification, the weld quality becomes much more stable.
Q2: Can visual inspection alone guarantee weld quality?
No. Visual inspection is important, but it cannot detect every internal defect. For critical projects, it should be combined with proper documentation and non-destructive testing when required.
Q3: Why is equipment calibration so important?
Because inaccurate temperature or unstable pressure can directly affect fusion quality. Regular calibration ensures the machine performs as expected and helps prevent avoidable weld failures.
Q4: How does training improve welding quality?
Training helps operators follow procedures correctly, recognize defects early, and respond properly to changing site conditions. Skilled operators are one of the strongest protections against quality problems.
Q5: What should be included in quality documentation?
Documentation should include the welding procedure, machine calibration records, operator qualifications, inspection results, test reports, and traceability information for materials and joints.
In the end, the best pipe welding quality assurance methods are the ones that make quality repeatable. They reduce uncertainty, improve safety, and support long service life. For contractors, distributors, and project owners, investing in a disciplined QA system is not just a technical decision. It is a practical way to protect performance, reputation, and long-term value.



